


- 更新时间:2024-04-29 08:46
所属行业:机床 机床配件/附件 分度盘/分度头 -
发货地址:广东东莞大岭山
信息编号:293896746,公司编号:14719275
产品规格:不限
产品数量:9999.00 台
包装说明:不限
产品单价:面议
官方网址:http://sunqianxiao.b2b168.com/
- 13412968199 张小姐
- 留言数:2人
- 查看数:9人
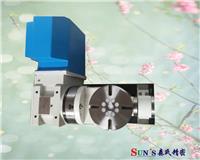
海口专业320五轴联动加工中心 东莞市森氏精密机械有限公司
- 相关产品:
- 所在区域:广东东莞大岭山
- 经营性质:有限责任公司
- 企业类型:生产加工
- 注册地:东莞市大岭山鸡翅岭春晓工业园
- 主营产品:高精度数控转台,五轴联动,五轴加工中心厂家,数控小五轴,滚子凸轮转台,广东五轴转台厂家
- 企业已认证
- 个人实名未认证
- 产品分类
- 商家其他产品
- “海口专业320五轴联动加工中心 东莞市森氏精密机械有限公司”详细信息
缩短新产品研发周期
对于航空**、汽车等领域的企业,有的新产品零件及成型模具形状很复杂,精度要求也很高,因此具备高柔性、高精度、高集成性和完整加工能力的五轴数控加工中心可以很好地解决新产品研发过程中复杂零件加工的精度和周期问题,大大缩短研发周期和提高新产品的成功率。
清华大学设计装配了一个光学镜面**精密加工机床,大能加工直径为880毫米的光学镜面。他们在硬铝上加工出了表面粗糙度5纳米,直径400毫米球面,用无氧铜加工出了直径100毫米,表面粗糙度8纳米的非球形面。注意,这里表面粗糙度的单位是只有微米千分之一的纳米了,8纳米只相当于20个水分子一字排开那么长,傅是肯定辨认不出来的,因为他的一滴泪中就有10的22次方个水分子。
那么这样的精度是怎么达到的,高的精度从理论上来说取决于什么呢?
我在文章开头提到要做好机床就要淡定,在此基础之上,精度主要取决于对机床误差的控制,根本上又取决于检测手段的分辨率和机床的分辨力(以下都是教学状态下的典型栗子,不代表该机床的实际运行情况):
五轴联动的优点:
减少加工时间,提高加工精度。
五轴加工中心大的特点就是一次性装夹可以把五个面都加工。也就是所谓的加工角度避让。如果是联动机床,C轴能够无限制旋转,A轴大约能做到130度旋转。这些设备特性使得加工时不会发生干涉。
这样带来的好处在于一次装夹既可以完成加工,即避免了多次装夹所带来的重复定位误差。同时一次装夹也节约了大量的时间,提高了工作效率。能够减少从产品到发货的时间,减少库存货量。
实际状况下,要做到效果较好的误差补偿比以上这个例子复杂多了,因为误差可能分布在某轴的6个自由度上,再带上个导轨直线度误差、导轨间垂直度误差什么的。如果说这些硬着头皮还能用数学算出来,再考虑下加工的工件不一样,加工平台起始的动量就都不一样,加工时间也有区别,那么机床产热也自然不一样,产热的区间有变化时机床的热膨胀就跟着变化,一会儿拖板翘了个兰花指给X轴带来俯仰误差,一会Y轴又热变形扭曲了直线度变化了,冷却液撒到工件上尼玛缩下去了好几微米啊肿么办,喂我花了一个普通数控机床的钱买来的纳米光栅就只能补偿一个自由度上的误差?呃,总之要做精密的机床,一颗淡定的心是不可或缺,当包括但不于以上的问题一个一个逐步解决掉的时候,就能在精度上更进一步,就能制造出大家所泛指的工业拇姬了。
- “海口专业320五轴联动加工中心 东莞市森氏精密机械有限公司”联系方式
- 我要给“海口专业320五轴联动加工中心 东莞市森氏精密机械有限公司”留言
- “海口专业320五轴联动加工中心 东莞市森氏精密机械有限公司”商家推荐产品








- 海口专业320五轴联动加工中心 东莞市森氏精密机械有限公司相关产品
-
北京体育赛事救护车出租价格 服务周到
郴州PHC4204拉拔器厂家 以便进行维修操作
珠海工业防腐漆聚氨酯面漆单价 潮州佐敦油漆红色丙烯酸聚氨酯厂
黄山普发真空泵定制 技术精湛
MB75YB7.5XW8-17转臂同轴行星摩擦式无级变速器 调速精度高 稳定可靠
宁波雨棚结构设计 施工方便 装修方便
榆林箱变厂家 500KVA欧变
深圳柳州楠木骨灰盒定制厂家 耐久性强 防潮防腐
莱州市虫控消杀服务公司 消杀防控 虫控公司
提取罐厂家供应 广东温科机械科技 小型提取浓缩罐厂家
吉林卧式运输罐厂家 安全性高 能够承受较大的压力和重量
郑州到福鼎卧铺汽车班次
南京箱变厂家 630KVA美式箱变
宣城西门子工控机代理 6AV7241-3JA30-0JA0 正规授权 -当天发货
大理可行性分析报告编写报告公司
化工品快递到新喀里多尼亚 FEDEX专线
佳木斯车载运输罐价格 易清洁 不锈钢罐表面光滑平整
电力智慧运维管理平台-物联网电能管理系统
潞州区扣件租赁价格 **丝扣件出租 安装方便 规格多样
银川ZW32-F断路器厂家 支持定制
兰州贝亚雷斯脱水机本地维修公司电话 快速上门