


- 2024-04-29 14:03 20
- 产品价格:面议
- 发货地址:广东东莞沙田 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:280785471公司编号:14373602
- 李良刚 经理 微信 18824527998
- 进入店铺 在线留言 QQ咨询 在线询价
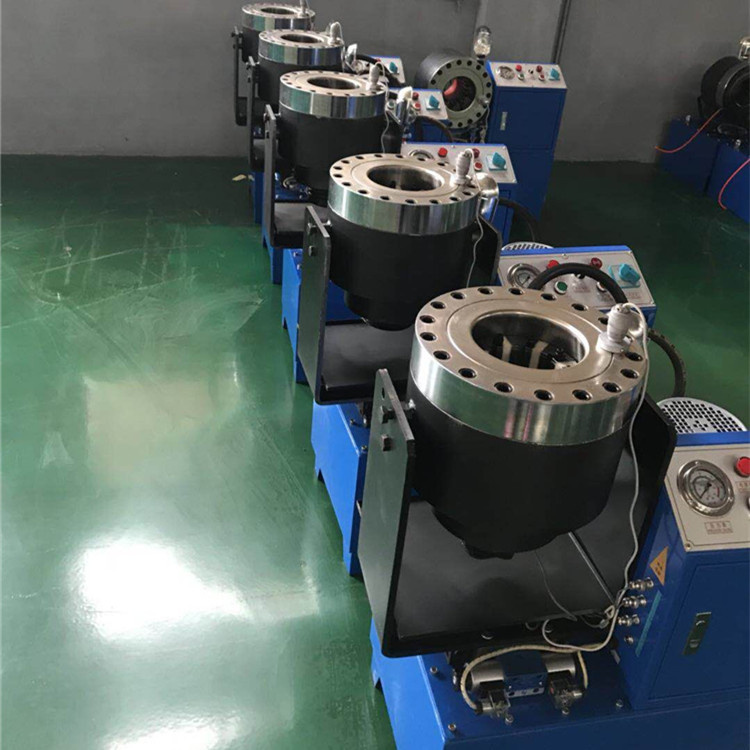
广西扣管机定制 PE管扣管机
- 相关产品:
扣压范围:Φ6—Φ64mm扣压力:3600KN额定压力:25 MPa电机功率:3 .7KW(220V/380V电源可选)整机重量:320kg服务地区:全国所在地:东莞运输方式:物流
压管机是怎样在工作中把工件加工的这么好压管机主体工作机构。腺实现来去活塞式气缸驱动,对固定在前方板上的弹簧压头不竭压紧和放松。组装连接器插入在所述弹簧压头的孔内的中间的适当位置,启动马达,驱动油泵,通过节制电磁阀换向,驱动油缸活塞前进按套筒内锥孔压缩弹簧用不异的锥形头,实现分层的目标。按下按钮,打开模具,压缩活塞在相反的标的目的从动移动,然后软管接头可以从机械的压力被除去。
1、添加长城牌46#抗磨液压油约50L,按机器要求接好电源,使电机旋向与电机上的旋向标志一致,并作接地保护。
2、DX69压管机装夹微调开关线接头插到电器控制箱左手边对应的插孔位置,微调开关扭到机头法兰盘对应位置扭紧即可,标尺用于调整扣压量的大小。顺时针调整扣压量减小,逆时针调整扣压量。
3、将标尺主尺旋至副尺0线以内,开机试运行,观察各动作是否正常。
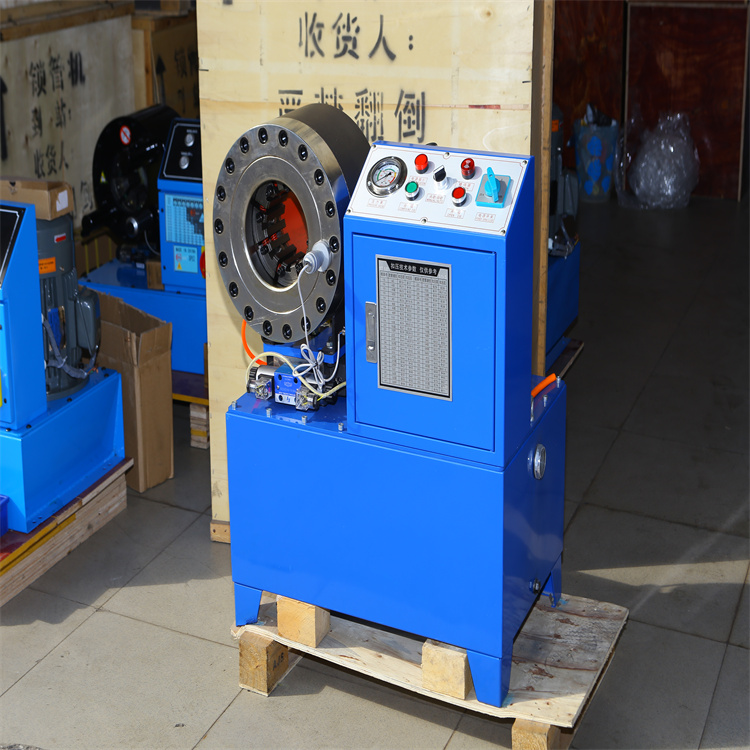
宏帆扣管机是怎样发展作用的
压管机在马达驱动的泵,输出液压油,鞭笞扣压油缸内的柱塞向前运动,柱塞,两个内套头的前排座椅采用了摆布对称锥推进模具径向收缩,胶管扣压完成模块。当缩短到达设定值的规模,扣压主动遏制电磁阀回,液压油进入两个敞开缸,鞭笞扣压柱塞反向运动,模座在绷簧感染下股动模块康复。压管压管机主体作业组织。完成往塞式气缸驱动,对固定在前方板上的绷簧压头不竭压紧和放松。将装好的接头放入绷簧压头中心圆孔内恰当位置,发动马达,驱动油泵,经过节制电磁阀换向,驱动油缸活塞行进按套筒内锥孔紧缩绷簧用的锥形头,完成分层的方针。按下按钮,翻开模具,紧缩活塞在相反的标的目的从动移动,这时能够将胶管接头从压管机取出。

立式压管机的主液压缸在外工作,由于环境差,活塞经常被油泥包裹导致活塞有划痕,划痕达到一定深度时,液压机的压力达不到要求,且活塞运行阻力大,必须更换活塞。由
于该活塞材料采用铸钢,毛坯要求时效处理,制作周期长,影响生产且成本高。
由工作原理可知,该液压缸工作时活塞主要承受压应力, 扭转力矩小, 要求往复运动表面光滑且耐磨性好。因此, 对运动表面采用镀硬铬的方法来恢复尺寸,因为镀硬铬层具有耐磨性
好、耐热性高、硬度高、接触粘接性低和化学稳定性好等特点。
但镀铬要注意:
①镀硬铬工艺分散能力很差, 形状过于复杂较难满足要求,尤其要避免小于90°的内角, 以防引起该部位无铬层沉积的可能, 将镀铬与非镀铬尖角倒成105°。
②镀层厚度应合适,较厚的镀层虽然可以**它的工作持久性和更高的导热性,但是镀层厚度的增加,铬层的韧性会有所降低,故不能**过0. 4mm。
③镀铬后表面的表面粗糙度值会加大,且镀层越厚表面粗糙度值增加越大,因此镀铬后,加一道磨削工序( 磨削余量建议为0. 1 ~0. 2mm)。
④镀硬铬时由于电流效率过低,大部分电流消耗在氢的析出,故较易扩散到镀层和基体金属的晶格中,从而降低疲劳强度, 影响动、静负载强度。故镀铬后, 应在200 ~220℃条件下处
理2 ~3h, 经驱氢处理之后可去除渗入镀层和基体中60% ~70% 的氢, 从而大大的减轻了脆性而不会降低其硬度。
扣管机扣压时要尽可能将接头置于模具中心,不要压在六角螺母上。










{kind=link}